
Unsere Kundschaft berichtet von Herausforderungen, die gemeinsam mit BENZ Tooling gelöst werden konnten. Schauen Sie immer mal wieder vorbei – denn es gibt immer wieder Neues zu berichten.

Die Georg Ackermann GmbH fand im kompakten Tastaggregat FLOATING VC die Lösung, um Oberflächen bestmöglich zu bearbeiten, wo andere Werkzeuge bisher scheiterten. Klein aber oho sorgt das Aggregat für exakte und gleichmäßig getastete Ergebnisse.

Verkürzte Bearbeitungszeit pro Werkstück, exaktere Ergebnisse als bei konventionellen Fertigungsprozessen bei gleichzeitig vereinfachtem Handling: Bietsch Holzbearbeitung setzt überzeugt auf das Bandschleifaggregat BENZ COLLEVO+.

Studierende entwickelten einen pfiffigen Schreibtischorganizer aus unterschiedlichen Werkstoffen. Die dafür notwendigen Filzeinlagen wurden mittels eines speziellen Schneidaggregates auf dem CNC-Bearbeitungszentrum ausgeführt.

Hoffmann Ladenbau setzt für Bürstbearbeitungen auf das BENZ MOULDER Hobelwellenaggregat mit unterschiedlichen Schleif- und Strukturierbürstenaufsätzen. Die Leistungsfähigkeit der Maschinen wird durch den Einsatz von BENZ Aggregaten noch erweitert. Insbesondere in Sachen
Prozesssicherheit spielen die Aggregate ihre Stärken aus.
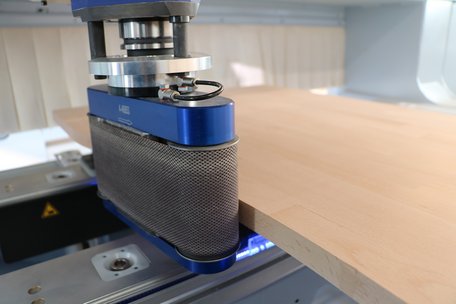
Innenradien an Tischplatten, Korpusseiten oder angerundete Stirnplatten lassen sich bequem und per Bandschleifaggregat auf der CNC-Maschine bearbeiten. Bei der Kreateam Tischlerei Kirchdorf punktet das Aggregat zudem durch höhere Qualität, als auch eine bessere Passgenauigkeit, im Vergleich zu herkömmlichen Lösungen …
Welche Arten von CNC-Aggregaten für die Holzbearbeitung gibt es? Wie finden Sie das passende Produkt? In welchen Bereichen und Branchen kommen CNC-Aggregate zum Einsatz? Und warum Sie über ein modulares Schnellwechselsystem nachdenken sollten…
BENZ Tooling ist einer der weltweit führenden Hersteller und Anbieter von Komponenten und Systemen der Werkzeug- und Maschinentechnik. Das Unternehmen beschäftigt rund 300 Mitarbeitende und ist weltweit in über 30 Ländern vertreten. BENZ ist Teil der Division Measuring and Process Systems von Schenck und gehört zum Dürr-Konzern.